WAGNER TOOLING SYSTEMS 自 1880 年以來便致力高效加工外螺紋用精密刀具以及諸如管材壓槽�、滾花�����、翻邊或滾壓加工等特殊加工步驟����。
久經(jīng)驗證的螺紋切削頭,其傳統(tǒng)可追溯到 Gustav-Wagner 機械廠時代�,這家地處普利茨豪森的機械廠自 1994年以來便以生產(chǎn)高質量產(chǎn)品而為人所知。
我們持續(xù)開發(fā)滾壓頭、多刃切削頭和切向刀具�����,從而將 Gustav-Wagner 機械廠力主創(chuàng)新技術的光榮傳統(tǒng)發(fā)揚光大�。我們一心進取����、為能夠讓廣大戶獲取最大經(jīng)濟性和耐用性而不斷謀求更加成熟的解決方案�����。我們的產(chǎn)品�����,尤其是 WAGNER TOOLINGSYSTEMS 自主研發(fā)的螺紋滾壓頭滾壓工藝���,以及我們提供的咨詢和開發(fā)服務,始終在
國際專家業(yè)界享有著極高的盛譽 – 因為我們孜孜不倦追求創(chuàng)新�!
WAGNER 開發(fā)的軸向滾壓頭模塊化系統(tǒng)配備有可更換軋輥架套件���,涵蓋了一個刀具的整個加工范圍?��?筛鼡Q軋輥確保了能快速方便地滾壓所有常規(guī)螺紋���。

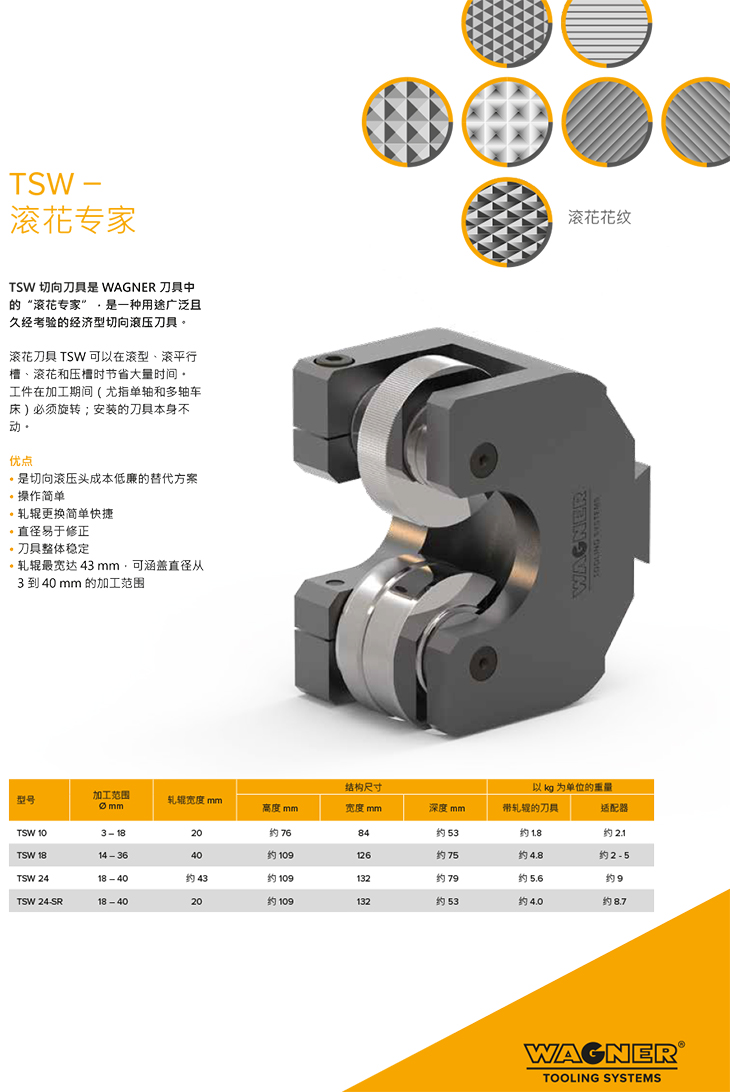
切向刀具
使用 WAGNER 切向滾壓刀具�,能夠以最短的加工時間得到最高的螺紋表面質量。
切向滾壓刀具可通過適配器安裝到刀架上����,例如:一個刀塔盤。其以恒定進給率靠近旋轉工件�����。螺紋軋輥與工件接觸后旋轉,并在后續(xù)刀架進給過程中加工螺紋成型�����。一旦螺
紋軋輥位于工件中間位置����,便會快速
退回,并進而釋放工件�。
精密螺紋軋輥具有最大耐用度�,讓您獲得最高產(chǎn)量�。其在直徑、螺距和形狀方面與滾壓加工的螺紋相匹配����。WAGNER 切向滾壓刀具有各種規(guī)格尺寸可供選擇,適用于加工 ? 2 – 72 mm的工件�����。
使用我們“F”型的刀具加工細螺紋能達到最好的滾壓效果����。如果是加工螺距很小的螺紋�����,螺紋軋輥軸向間距要盡可能保持很小��,這是十分重要的��。已獲專利的 WAGNER 軸向間距微調裝置可確保以 0.02 mm 的增量將軸向滾壓間隙最小化��。微調裝置可以選購��。
對于諸如滾壓潤滑槽��、滾花或滾光加工等特殊應用情況�,有成型軋輥可供選擇。
應用領域
? 圓柱和圓錐螺紋���、右旋和左旋螺紋以
及粗牙和細牙螺紋
? 軸環(huán)后的螺紋
? 緊靠軸環(huán)的螺紋
? 很短的螺紋
? 工件端部不自由的螺紋
? 退刀槽極短的螺紋